
Traditionally, most “polypro” tanks are made with what is called “propylene homopolymer,” or “natural polypropylene.” This type of polypropylene has a high strength-to-weight ratio and is known for its stiffness and rigidity. In the plating industry, this natural polypropylene is the go-to material for most plastic-type tanks.
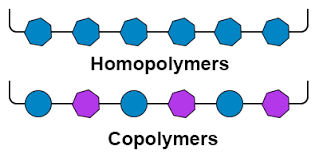
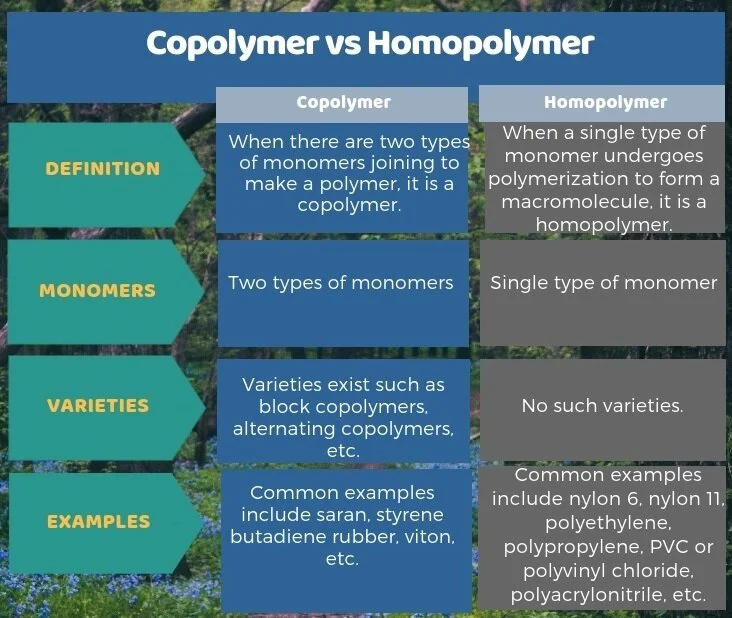
There is, however, another material, called “polypropylene copolymer” which is a less common material but is nonetheless superior in many ways. This copolymer polypropylene is a type of polypropylene that has a modified polymer chain which includes a different, “random” monomer molecule (for instance, ethylene). This molecular change results in some serious changes in physical property.
Compared to homopolymer PP, copolymer PP has a much higher impact resistance, increased flexibility and durability, and a lower melting point (which results in a lower heat-sealing temperature). Copolymer PP also tends to have a better stress crack resistance and lower temperature toughness than homopolymer. At the same time they exhibit essentially the same chemical resistance, water vapor permeability, and organoleptic properties (low tatste and odour contribution).
Given the comparative advantage of copolymer PP, it seems like a no-brainer to have a copolymer PP tank over a natural polypro tank. Because the copolymer is much more flexible and less stiff than the homopolymer, it will have a longer life than a natural polypro tank, and will be more resistant to stress and impact (for example, if a heavy anode or cathode falls of the bussing to the bottom of the tank). This means they are also less likely to get damaged during delivery. Copolymer PP also has a moderately better impact strength at temperatures down to 0°C, and have limited utility down to -25°C.
Plating International offers rigid plating tanks in both propylene homopolymer and copolymer polypropylene materials. Contact us for a quote today.
Properly passivated stainless steel will not plate unless contacted by a plating part or the bath is not properly maintained. They must be passivated from time to time according to the procedures established (by STI) for safety and effective passivation without contaminating the solutions or rinse tanks. Stainless steel is composed of iron (Fe); nickel (Ni); chromium (Cr) and several other minor components. Stainless steel is not resistant to chemical or physical attack. The corrosion resistance of stainless steel depends on the formation of a ‘passive surface film’ composed of nickel and chromium oxides (Cr2O3 & Ni0).
Procedure:
1. Pump bath out into the corresponding drums, tote, or tank.
2. Spray rinse the tank & plumbing, then drain any leftover bath into corresponding drums or tank.
3. Pump in 40% Nitric for Passivation from the tote into empty tank.
4. Once tank is filled with “40% Nitric for Passivation” do the following 3 things.
A. Turn on all pumps to tank.
B. Set temperature of the “40% Nitric for Passivation” to 90o F.
C. After you have completed Set 1 and 2 set timer for 3 hours.

5. After 3 hours are up, unplug all pumps in the tank and turn off steam,
6. Pump “40% Nitric or Passivation” into the tote.
7. Drain any leftover Nitric into a bucket through the valve behind the tank and pour back into tote.
8. Spray rinse the tank and plumbing, then drain straight to the trench.
9. Fill empty tank with city water.
10. After the tank is filled with city water do the following 3 things.
A. Turn on all pumps to tank
B. Turn on air agitation
C. Add 2000 mls of NH4OH to neutralize water (per 100 gallons of water)
11. Let mix for 10 mins.
12. Pump water back into the tote unless instructed otherwise.
13. Spray rinse the tank and plumbing, then drain straight to the trench.
14. Take out spargers and clean in tank.
15. Thoroughly spray clean tank (Walls, Plumbing, Backflush, Etc.)
16. Once tank has been thoroughly cleaned reattach spargers back onto the reactor.
17. Spray rinse the entire tank with DI water one last time.
18. The tank has now been successfully passivated & cleaned and is now ready for a bath to be pumped in or made up new after the valve is closed.
One of the major decisions that plating shops have to deal with is “what kind of plating tank should I get for my plating line?” Of course, we wish the answer was as simple as the question, but the truth of the matter is it depends on a lot of different things. What are you plating? Plating chromic acid is a completely different process than zinc or cadmium plating. How much are you plating? 300 gallons or 3000 gallons? What method are you using to plate? There are so many questions to ask and factors to consider, we thought it would be nice to see it in the form of a pros/cons table:

As you will see in the diagram above there are many different things to consider when choosing a plating tank. Polypropylene tanks are great for smaller bath sizes and they are well-suited for the harsh conditions provided by plating shops. Polypropylene tanks are also very durable and they are great for use with acids and alkalies, which is why you can sometimes avoid buying a liner for your tank (unless you’re plating chromic acid, which you’ll definitely still need a liner for!) Polypropylene tanks are also much more flammable than steel tanks, which can be an issue if you are using electrical heaters to heat up your bath. While steel can hold up to well over +2000°F, polypropylene melts at around 320°F. Another factor is their size limit - because of polypropylene’s lower tensile strength and modulus, you will likely need supports to prevent bulging and breaks at the seams; but steel tanks have a lot more natural support because of their higher tensile strength. However, steel tanks are vulnerable to other conditions that the polypropylene tanks will almost never encounter: they can rust and they are susceptible to pinholes, which can be very dangerous if not immediately fixed.
At the end of the day, you’re really going to have to take the time and think about what solution works best for your business needs. That’s why you should ask the experts here at Plating International. With over 40+ of working experience, we can help you well above-and-beyond all your plating needs. Contact us today for a quote on plating tanks!